- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Comprensione del processo completo di fabbricazione dei dispositivi a semiconduttore
2024-06-17
1. Fotolitografia
La fotolitografia, spesso sinonimo di generazione di modelli, è una delle forze trainanti più importanti dietro il rapido progresso della tecnologia dei semiconduttori, originata dai processi di produzione di lastre fotografiche nella stampa. Questa tecnica consente la presentazione di qualsiasi modello su scala micro o nanometrica utilizzando fotoresist e, se combinato con altre tecnologie di processo, trasferisce questi modelli sui materiali, realizzando vari progetti e concetti di materiali e dispositivi semiconduttori. La sorgente luminosa utilizzata nella fotolitografia influenza direttamente la precisione dei modelli, con opzioni che vanno dall'ultravioletto, all'ultravioletto profondo, ai raggi X e ai fasci di elettroni, ciascuno corrispondente a livelli crescenti di fedeltà del modello nell'ordine indicato.
Un flusso di processo fotolitografico standard comprende la preparazione della superficie, l'adesione, la cottura morbida, l'esposizione, la cottura post-esposizione, lo sviluppo, la cottura dura e l'ispezione.
Il trattamento superficiale è fondamentale poiché i substrati in genere assorbono molecole di H2O dall’aria, il che è dannoso per la fotolitografia. Pertanto, i substrati subiscono inizialmente un trattamento di disidratazione mediante cottura.
Per i substrati idrofili, la loro adesione al fotoresist idrofobo è insufficiente, causando potenzialmente il distacco del fotoresist o il disallineamento del modello, da qui la necessità di un promotore di adesione. Attualmente, l'esametildisilazano (HMDS) e la tri-metil-silil-dietil-ammina (TMSDEA) sono promotori di adesione ampiamente utilizzati.
Dopo il trattamento superficiale inizia l'applicazione del fotoresist. Lo spessore del fotoresist applicato non è legato solo alla sua viscosità ma è anche influenzato dalla velocità di rotazione del rivestimento, generalmente inversamente proporzionale alla radice quadrata della velocità di rotazione. Dopo il rivestimento, viene condotta una cottura morbida per far evaporare il solvente dal fotoresist, migliorando l'adesione in un processo noto come precottura.
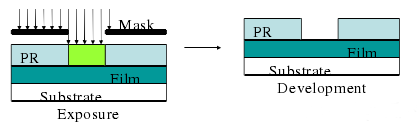
Una volta completati questi passaggi, avviene l'esposizione. I fotoresist sono classificati come positivi o negativi, con proprietà opposte dopo l'esposizione.
Prendiamo come esempio il fotoresist positivo, dove il fotoresist non esposto è insolubile nello sviluppatore, ma diventa solubile dopo l'esposizione. Durante l'esposizione, la sorgente luminosa, passando attraverso una maschera modellata, illumina il substrato rivestito, modellando il fotoresist. In genere, il substrato deve essere allineato con la maschera prima dell'esposizione per controllare con precisione la posizione di esposizione. La durata dell'esposizione deve essere gestita rigorosamente per prevenire la distorsione del modello. Dopo l'esposizione, potrebbe essere necessaria un'ulteriore cottura per mitigare gli effetti delle onde stazionarie, sebbene questo passaggio sia facoltativo e possa essere aggirato a favore dello sviluppo diretto. Lo sviluppo dissolve il fotoresist esposto, trasferendo accuratamente il motivo della maschera sullo strato di fotoresist. Anche il tempo di sviluppo è fondamentale: troppo breve porta a uno sviluppo incompleto, troppo lungo causa una distorsione del modello.
Successivamente, la cottura dura rafforza l'attacco della pellicola di fotoresist al substrato e ne migliora la resistenza all'incisione. La temperatura della cottura dura è generalmente leggermente superiore a quella della precottura.
Infine, l'ispezione microscopica verifica se il modello è in linea con le aspettative. Dopo che il motivo è stato trasferito sul materiale mediante altri processi, il fotoresist ha raggiunto il suo scopo e deve essere rimosso. I metodi di strippaggio includono il metodo a umido (utilizzando solventi organici forti come l'acetone) e a secco (utilizzando plasma di ossigeno per incidere la pellicola).
2. Tecniche di doping
Il drogaggio è indispensabile nella tecnologia dei semiconduttori, poiché altera le proprietà elettriche dei materiali semiconduttori secondo necessità. I metodi di drogaggio comuni includono la diffusione termica e l'impianto ionico.
(1) Impianto di ioni
L'impianto ionico droga il substrato semiconduttore bombardandolo con ioni ad alta energia. Rispetto alla diffusione termica presenta numerosi vantaggi. Gli ioni, selezionati da un analizzatore di massa, garantiscono un'elevata purezza del drogaggio. Durante tutto l'impianto, il substrato rimane a temperatura ambiente o leggermente superiore. È possibile utilizzare molte pellicole per mascheratura, come biossido di silicio (SiO2), nitruro di silicio (Si3N4) e fotoresist, fornendo un'elevata flessibilità con tecniche di maschera autoallineate. Le dosi dell'impianto sono controllate con precisione e la distribuzione degli ioni delle impurità impiantate è uniforme all'interno dello stesso piano, garantendo un'elevata ripetibilità.
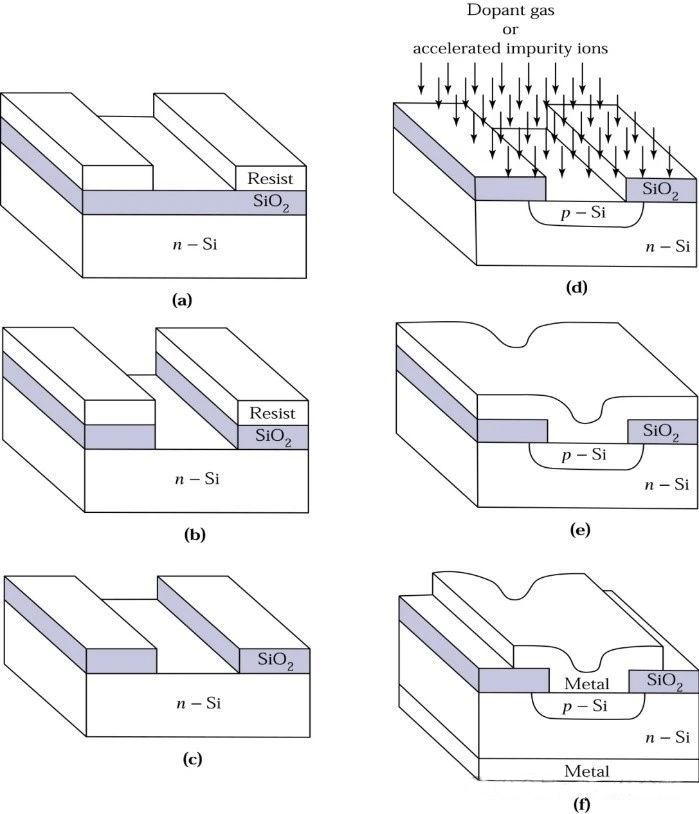
La profondità di impianto è determinata dall'energia degli ioni. Regolando l'energia e la dose, è possibile manipolare la distribuzione degli ioni impurità nel substrato dopo l'impianto. Impianti multipli con vari schemi possono essere eseguiti in continuo per ottenere vari profili di impurità. In particolare, nei substrati monocristallini, se la direzione di impianto è parallela alla direzione cristallografica, si verificano effetti di canalizzazione: alcuni ioni viaggeranno lungo i canali, rendendo difficile il controllo della profondità.
Per impedire la canalizzazione, l'impianto viene tipicamente condotto con un angolo di circa 7° rispetto all'asse principale del substrato monocristallino o coprendo il substrato con uno strato amorfo.
Tuttavia, l’impianto ionico può danneggiare in modo significativo la struttura cristallina del substrato. Gli ioni ad alta energia, in caso di collisione, trasferiscono energia ai nuclei e agli elettroni del substrato, facendoli uscire dal reticolo e formare coppie di difetti interstiziali-vacanze. Nei casi più gravi, la struttura cristallina di alcune regioni può essere distrutta, formando zone amorfe.
Il danno al reticolo influisce notevolmente sulle proprietà elettriche del materiale semiconduttore, come la riduzione della mobilità dei portatori o la durata dei portatori non in equilibrio. Ancora più importante, la maggior parte delle impurità impiantate occupa siti interstiziali irregolari, non riuscendo a formare un doping efficace. Pertanto, la riparazione del danno reticolare post-impianto e l’attivazione elettrica delle impurità sono essenziali.
(2)Elaborazione termica rapida (RTP)
La ricottura termica è il metodo più efficace per correggere i danni al reticolo causati dall'impianto di ioni e dalle impurità attivanti elettricamente. Ad alte temperature, le coppie di difetti interstiziali-vacanze nel reticolo cristallino del substrato si ricombineranno e scompariranno; anche le regioni amorfe si ricristallizzeranno dal confine con aree monocristalline tramite epitassia in fase solida. Per evitare che il materiale del substrato si ossidi alle alte temperature, la ricottura termica deve essere condotta in atmosfera di vuoto o gas inerte. La ricottura tradizionale richiede molto tempo e può causare una significativa ridistribuzione delle impurità a causa della diffusione.
L'avvento diTecnologia RTPrisolve questo problema, ottenendo in gran parte la riparazione dei danni al reticolo e l'attivazione delle impurità entro una durata di ricottura ridotta.
A seconda della fonte di calore,RTPè classificato in diversi tipi: scansione di fasci di elettroni, fasci di elettroni e ioni pulsati, laser pulsati, laser a onda continua e sorgenti luminose incoerenti a banda larga (lampade alogene, riscaldatori di grafite, lampade ad arco), quest'ultima è la più utilizzata. Queste fonti sono in grado di riscaldare il substrato alla temperatura richiesta in un istante, completando la ricottura in breve tempo e riducendo efficacemente la diffusione delle impurità.
3. Tecniche di deposizione di film
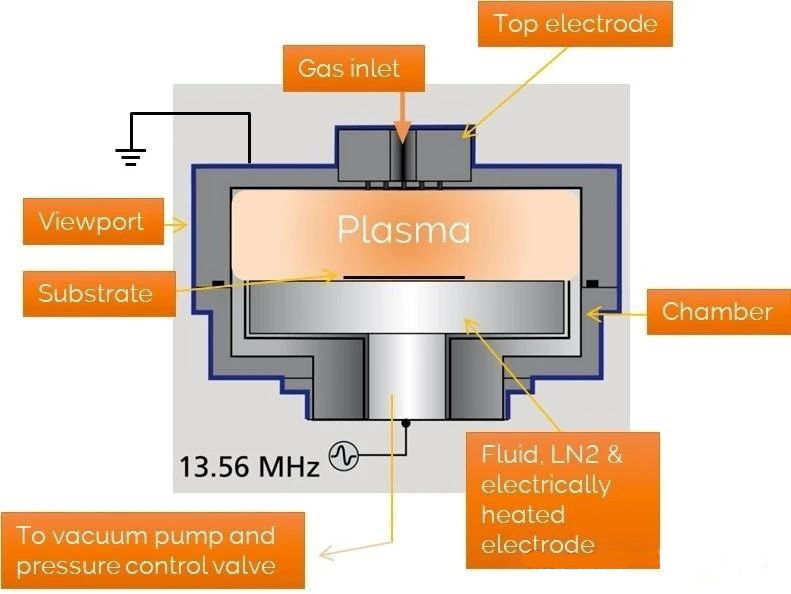
(1) Deposizione chimica in fase vapore potenziata dal plasma (PECVD)
PECVD è una forma di tecnica di deposizione chimica in fase vapore (CVD) per la deposizione di film, mentre le altre due sono CVD a pressione atmosferica (APCVD) e CVD a bassa pressione (LPCVD).
Attualmente, tra i tre tipi, il PECVD è quello più ampiamente applicato. Utilizza plasma a radiofrequenza (RF) per avviare e sostenere reazioni chimiche a temperature relativamente basse, facilitando quindi la deposizione di pellicole a bassa temperatura con tassi di deposizione elevati. Lo schema della sua attrezzatura è come illustrato.
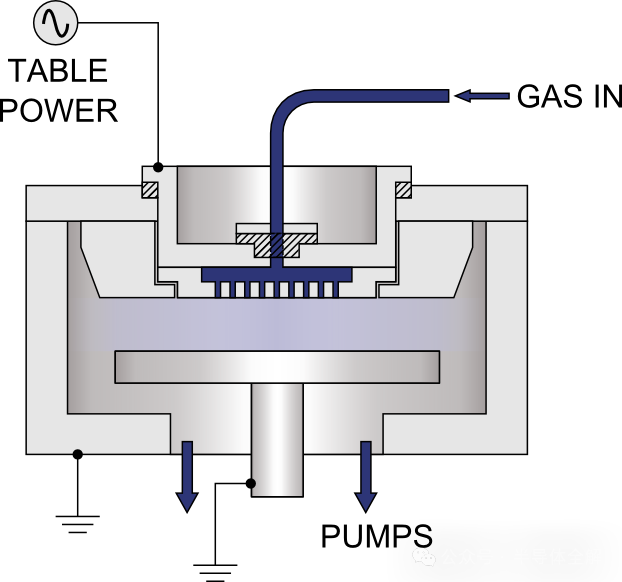
I film prodotti con questo metodo mostrano proprietà elettriche e di adesione eccezionali, microporosità minima, elevata uniformità e robuste capacità di riempimento su piccola scala. I fattori che influenzano la qualità della deposizione PECVD includono la temperatura del substrato, la portata del gas, la pressione, la potenza RF e la frequenza.
(2) Sputtering
Lo sputtering è un metodo di deposizione fisica in fase vapore (PVD). Gli ioni carichi (comunemente ioni Argon, Ar+) vengono accelerati in un campo elettrico, guadagnando energia cinetica. Sono diretti verso il materiale bersaglio, scontrandosi con le molecole bersaglio e provocandone lo spostamento e la dispersione. Queste molecole possiedono anche una notevole energia cinetica e si muovono verso il substrato depositandosi su di esso.
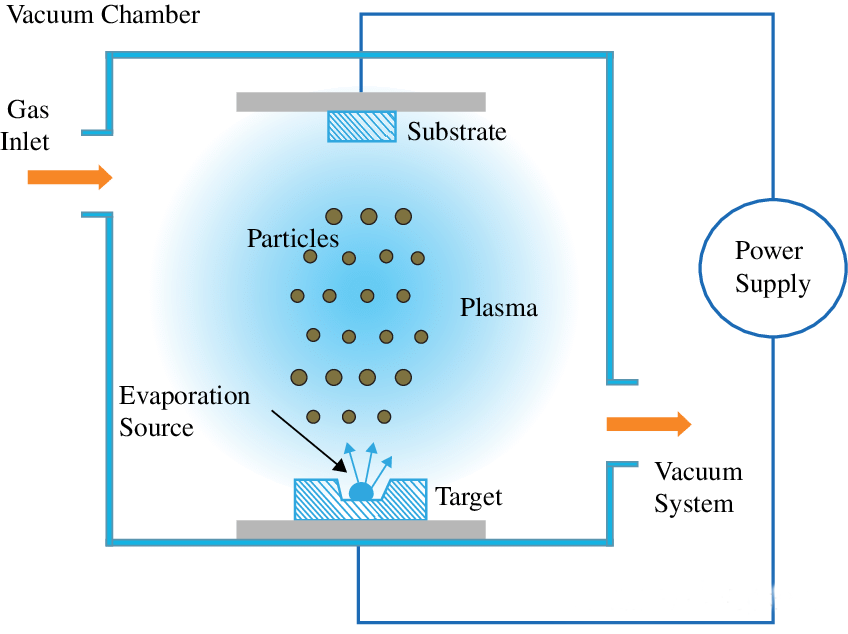
Le fonti di alimentazione sputtering tipicamente impiegate includono corrente continua (CC) e radiofrequenza (RF), dove lo sputtering CC è direttamente applicabile a materiali conduttivi come i metalli, mentre i materiali isolanti richiedono lo sputtering RF per la deposizione della pellicola.
Lo sputtering convenzionale soffre di bassi tassi di deposizione e pressioni di esercizio elevate, con conseguente qualità della pellicola inferiore. Lo sputtering del magnetron risolve questi problemi in modo più ideale. Impiega un campo magnetico esterno per alterare la traiettoria lineare degli ioni verso un percorso elicoidale attorno alla direzione del campo magnetico, allungando il loro percorso e migliorando l'efficienza della collisione con le molecole bersaglio, migliorando così l'efficienza dello sputtering. Ciò si traduce in tassi di deposizione più elevati, pressioni di lavoro ridotte e qualità della pellicola notevolmente migliorata.
4. Acquaforte Tecniche
L'incisione è classificata in modalità a secco e a umido, denominate rispettivamente per l'uso (o la mancanza) di soluzioni specifiche.
Tipicamente, l'incisione richiede la preparazione di uno strato maschera (che può essere direttamente fotoresist) per proteggere le regioni non destinate all'incisione.
(1) Acquaforte a secco
I tipi comuni di incisione a secco includonoIncisione al plasma accoppiato induttivamente (ICP)., attacco con fascio ionico (IBE) e attacco con ioni reattivi (RIE).
Nell'incisione ICP, il plasma prodotto dalla scarica luminescente contiene numerosi radicali liberi altamente attivi chimicamente (atomi liberi, molecole o gruppi atomici), che reagiscono chimicamente con il materiale target per formare prodotti volatili, ottenendo così l'incisione.
L'IBE utilizza ioni ad alta energia (ionizzati da gas inerti) per bombardare direttamente la superficie del materiale target da incidere, rappresentando un processo fisico.
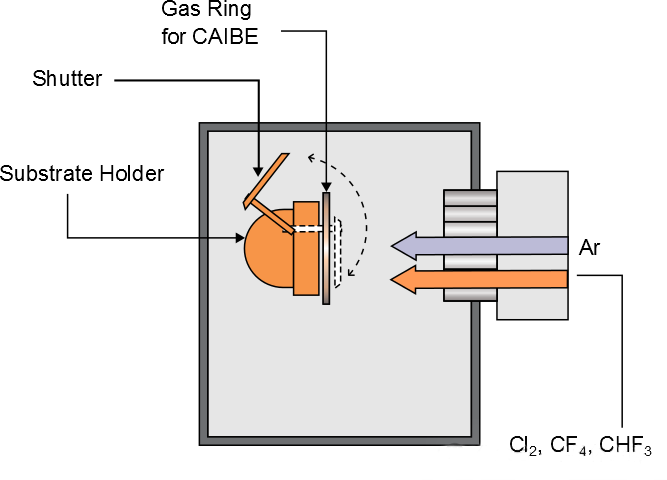
Il RIE è considerato una combinazione dei due precedenti, sostituendo il gas inerte utilizzato nell'IBE con il gas utilizzato nell'attacco ICP, costituendo così il RIE.
Per l'incisione a secco, la velocità di incisione verticale supera di gran lunga la velocità laterale, cioè ha un rapporto d'aspetto elevato, consentendo una replica precisa del modello di maschera. Tuttavia, l’attacco a secco incide anche lo strato maschera, mostrando una selettività inferiore (il rapporto tra le velocità di attacco del materiale target e dello strato maschera), in particolare con l’IBE, che può incidere in modo non selettivo sulla superficie del materiale.
(2) Incisione a umido
L'incisione a umido indica il metodo di incisione ottenuto immergendo il materiale target in una soluzione (mordenzante) che reagisce chimicamente con esso.
Questo metodo di incisione è semplice, economico e mostra una buona selettività ma ha un rapporto d'aspetto basso. Il materiale sotto i bordi della maschera può essere corroso, rendendo l'incisione meno precisa rispetto all'incisione a secco. Per mitigare gli impatti negativi di un rapporto d'aspetto basso, è necessario scegliere velocità di incisione adeguate. I fattori che influenzano la velocità di attacco includono la concentrazione del mordenzante, il tempo di mordenzatura e la temperatura del mordenzante.**