- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Come produrre barre di grafite?
Lo stampaggio a compressione, la pressatura isostatica e l'estrusione delle barre sono i tre metodi più comuni per produrre barre di grafite, simili a quelli utilizzati per creare tubi di grafite.
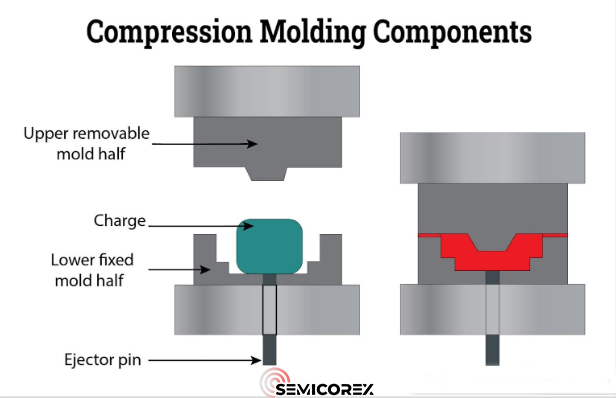
Stampaggio a compressione
Lo stampaggio a compressione è un processo utilizzato per modellare i materiali in una forma specifica. In questo processo il materiale viene prima preriscaldato e poi posto in uno stampo aperto e riscaldato. Lo stampo viene quindi chiuso e pressurizzato da un elemento a tappo mentre il materiale si ammorbidisce. Grazie alla combinazione di pressione e calore, il materiale si adatta alla forma dello stampo. Il materiale viene poi lasciato nello stampo finché non polimerizza, assumendo la forma desiderata.
Estrusione di barre
Il processo di estrusione dell'asta è una tecnica standard utilizzata per lo stampaggio. Implica il riscaldamento del materiale di grafite insieme a tutte le aggiunte necessarie in una tramoggia finché non si scioglie e diventa liquida. Il materiale fuso viene quindi forzato attraverso una filiera a forma di tubo. Il supporto assume le dimensioni e la forma dello stampo dopo che si è raffreddato. Una volta che si è sufficientemente raffreddato, viene rilasciato dallo stampo come forma solida.
Pressatura isostatica
La pressatura isostatica è un metodo di formatura che applica pressione in modo uniforme da tutte le direzioni. Il processo prevede il posizionamento della sostanza di grafite all'interno di un recipiente di contenimento ad alta pressione e la sua pressurizzazione utilizzando un gas inerte, come l'argon. Una volta che la grafite è all'interno, il recipiente viene riscaldato, il che aumenta la pressione e provoca la formazione della grafite.
Pressatura Isostatica a Caldo (HIP)
La pressatura isostatica a caldo (HIP) è una tecnica di produzione che consente il consolidamento della polvere e il completamento simultaneo del processo in due fasi di formatura e sinterizzazione tradizionale della metallurgia delle polveri. Questa tecnica viene utilizzata anche per eliminare difetti di fusione, incollaggio per diffusione di pezzi e produrre parti dalla forma complessa. Gas inerti come argon e ammoniaca sono comunemente usati come mezzi di trasferimento della pressione e i componenti sono confezionati in metallo o vetro. Il processo opera tipicamente a temperature comprese tra 1000 e 2200°C, mentre la pressione di esercizio è tipicamente compresa tra 100 e 200 MPa.
Pressatura isostatica a freddo (CIP)
La pressatura isostatica a freddo è un metodo conveniente per creare parti quando il costo elevato degli stampi di pressatura non può essere giustificato o quando sono necessari componenti estremamente grandi o complessi. Questo processo è ampiamente utilizzato in commercio per pressare un'ampia gamma di polveri, inclusi metalli, ceramiche, polimeri e compositi, utilizzando pressioni di compattazione che vanno da meno di 5.000 psi a oltre 100.000 psi (34,5 - 690 MPa). Le polveri vengono compattate in stampi elastomerici utilizzando un processo a sacco umido o asciutto.
Precedente:Cos'è il forno a diffusione?